东莞市道滘宏太五金加工店致力于五金模具技术创新,公司在不断的发展、创新、以一流的品质和优质的服务,开创了东莞市刀模五金新时代。
主要经营:刀模五金材料,皮革布料冲孔机,冲孔专用冲等。
详细分析
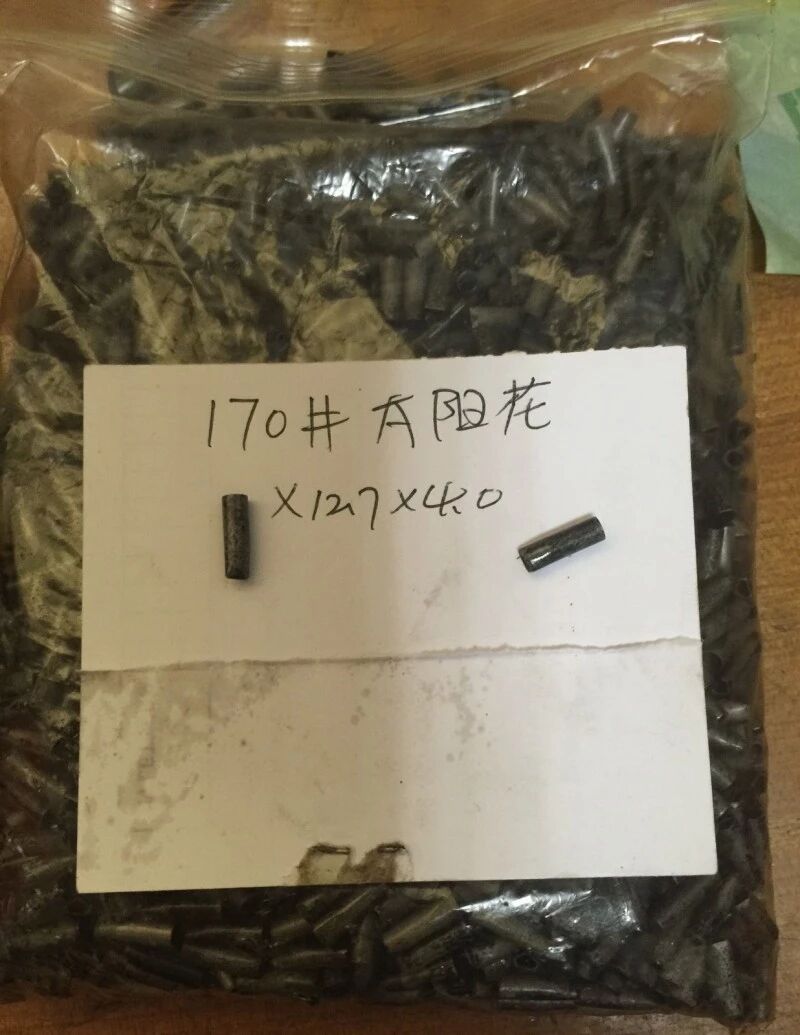
冷冲模具生产加工的所有不良现象都可以通过人、机、料、法、环来分析,首先我们可以排除人(人为因素)、机(机床性能及参数)、环(环境)。选对的模具材料的情况下,还要有正确的方法才行,从法的角度来分析,首先是一个间隙的问题,刀口间隙也是形成冲切不锈钢冲头易断的原因之一,1.9厚的不锈钢刀口间隙应在双边0.25-0.3。其次要分析冲头的装夹方法,通常我们都会将冲头的尾部做挂钩,直径大于4.5单边1mm左右,高度为5mm,这种方法用在冲切普通材料是没有问题的,但冲不锈钢时断冲头的现象就出现在这里,一是冲切时的振动力,二是脱料时的拉力,这种固定方法就不能满足要求了,要在冲头固定板位置处加强,将挂钩做在固定板下平面,增大冲头受振动或拉力的体积,来解决问题。
冲孔展示




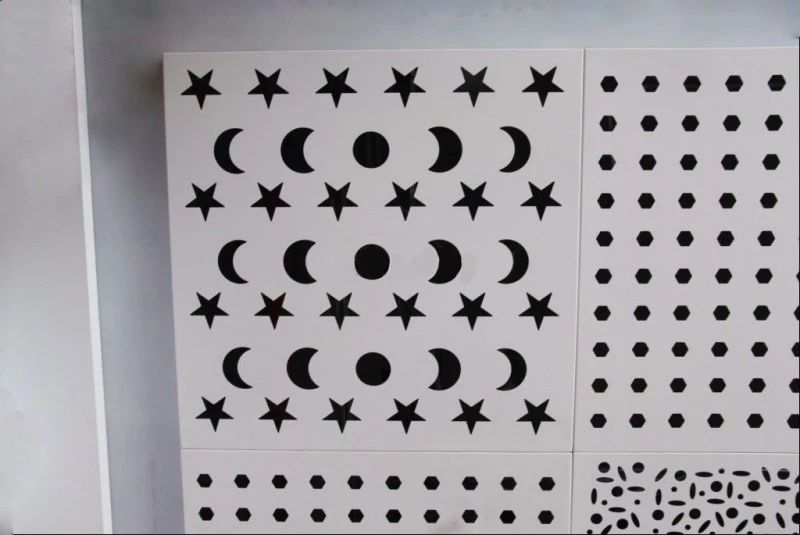
花边冲展示



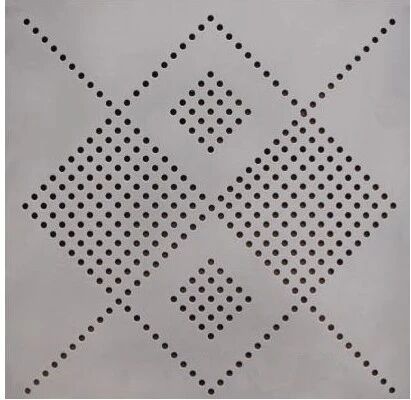
模具冲孔展示




EVA冲展示图
还有效果图哟!
冲孔效果

产品特点
1.高精密设备加工而成,电脑控制生产;
2.无大小孔,长度标准;
我司主营:刀模五金配件,刀模配件,花形冲,利口冲,双面冲,双面针,削边孔,数码冲孔,EVA冲
联系电话:18676993103